IEO科技的流水线式智能手机高级检测系统,预留通讯协议满足设备APP功能升级,可检测前后摄像头锐利度、屏幕坏点亮斑、传感器陀螺仪、闪光灯、屏幕灵敏度、音频音量、信噪比等需要专业人员才能检测的性能指标,实现降低对人员的技能要求、统一检测标准、节省人力成本。
采用流水线式的多线程控制设计,最多支持8台手机同时进行检测,平均20~25S流出一台手机。设备UPH(每小时产能)≥
150PCS.
PMADS自动检测设备,适用于测试安卓或苹果系列手机,聚焦于对测试人员技能要求较高的相机镜头、屏幕和音频等困难环节,替代人工使其实现高效标准化测试,有极高的性价比。
深圳市艾易欧科技有限公司致力于降低人工测试过程中因为人员技能不一造成的评分不规范,一起跟着ieo小编来了解一下吧。
 PMADS自动测试机测试的项目,包括:
PMADS自动测试机测试的项目,包括:
1)距离、光感传感器
2)前后摄、远近焦的清晰度MTF、亮度均衡性、色彩均衡性、白平衡、闪光灯
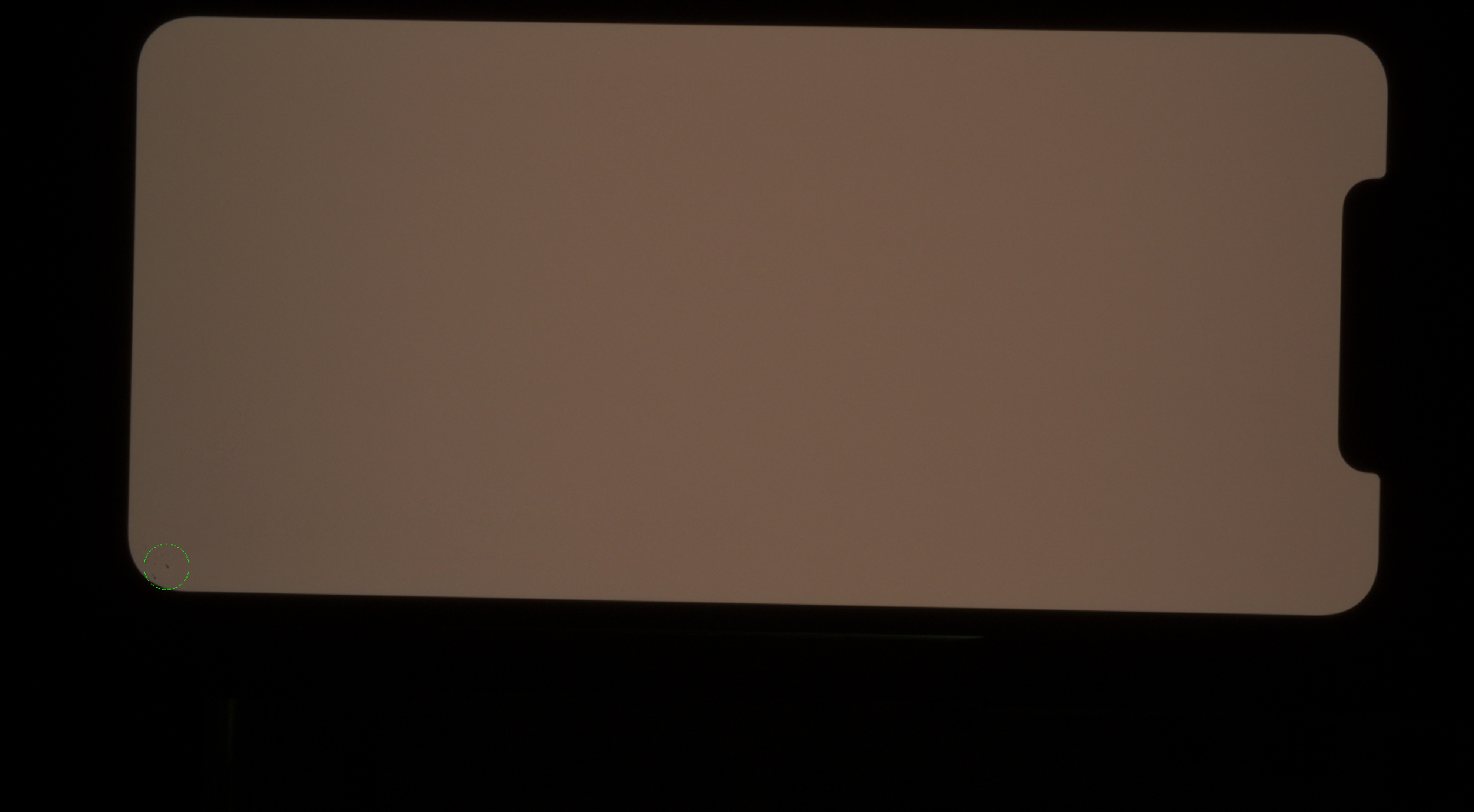
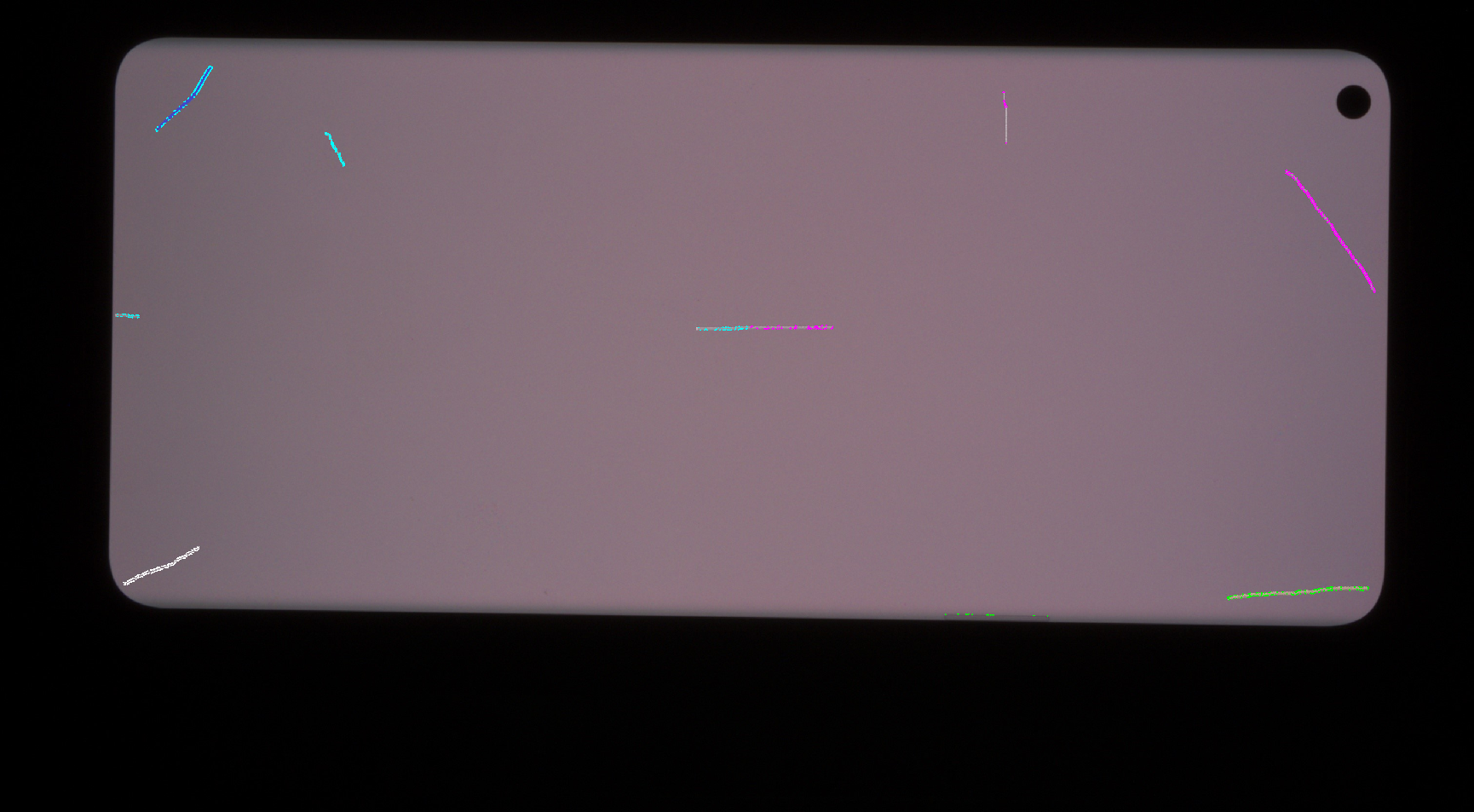
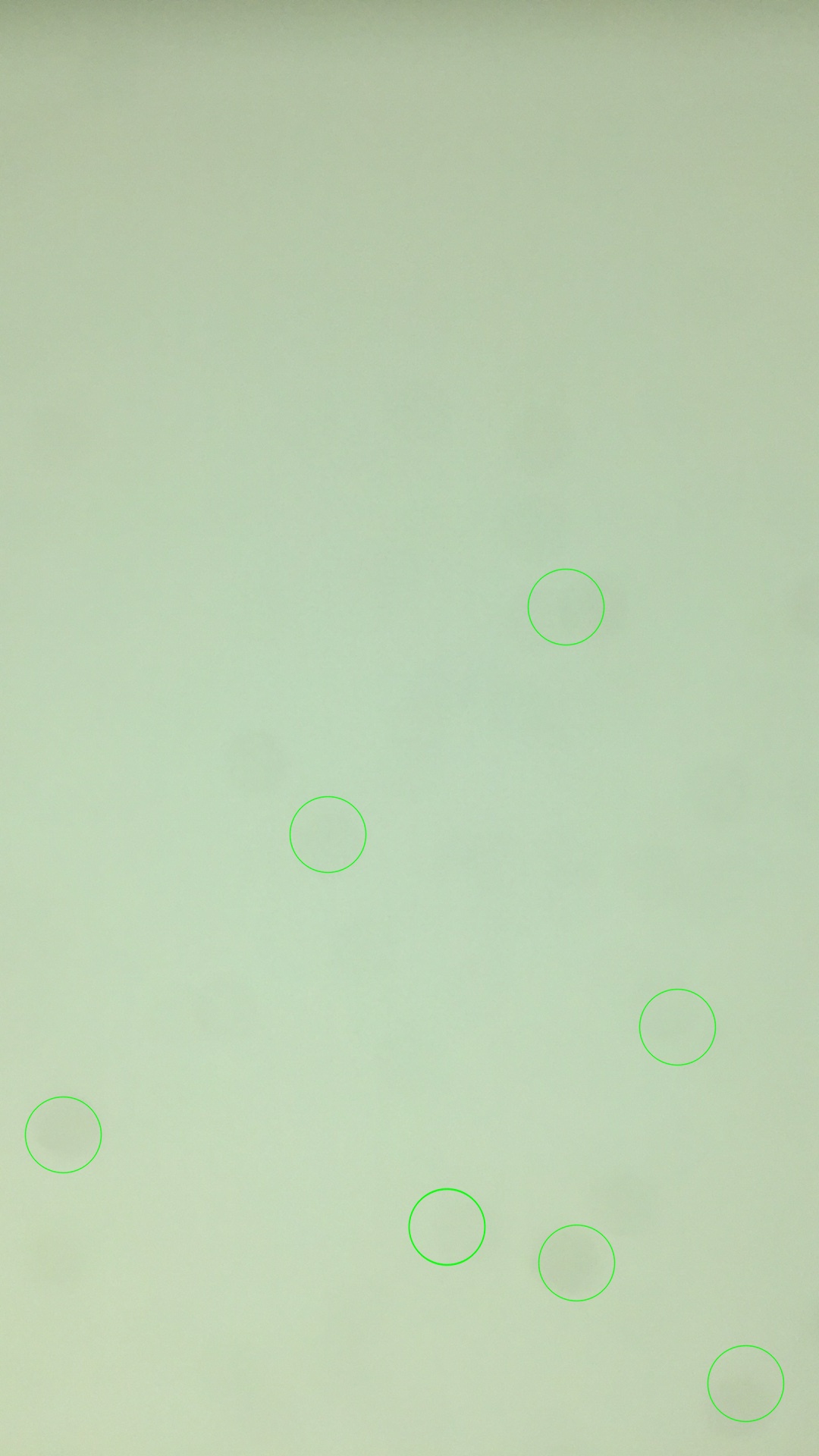
3)屏幕白屏红屏黑屏,屏幕坏线、斑点、亮点、暗斑、亮斑、条纹、透光、漏光、漏液、发黄
4)屏幕触摸灵敏度、3Dtouch
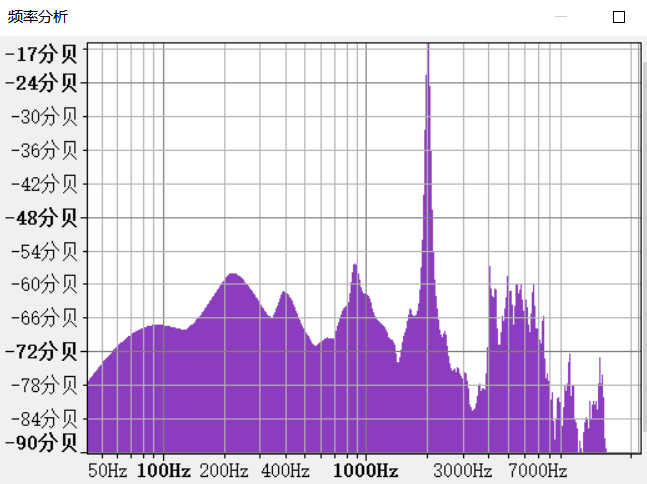
5)听筒、扬声器的音量、频率,顶部、底部麦克风的音量频率
6)真假屏幕(是否原厂)
PMADS测试优势:
1.减少人手、环境的配置需求
测试系统可以实现流水线式自动化检测相机、屏幕、音频等检测过程,减少人工测试需要的人力和测试硬件环境。
2.代替人眼判断
通过智能算法,识别镜头、屏幕和音屏的细小瑕疵,代替需要专业训练人士的人眼判断,各检测过程结果存档可回放,准确规范的检测结果。
3.测试过程自动控制
自动完成测试过程中的切换与控制, 中间无需人手干预,高效统一的检测过程。
IEO科技智能手机检测系统PMADS,通过socket协议与APP连接,PMADS中控台设计具有如下特点:
1. 采用异步并发IO模式,天然支持大批量手机同时连接。
2. 合理拆分各个检测项,使得各个检测项目可以同时进行,互不干扰。
3. 检测线程池化,计算量高的检测项可通过配置分配更多的计算资源,从而达到快速计算的目的。
4. 检测隔离,不同检测分配到不同的检测线程,互不影响,即使某一项检测失败,不会影响其他的检测。
5. 检测可控,每种检测项目必须在指定时间内完成,防止占用过多资源。
中控台多线程并发控制多台手机同时进行:前后摄像头的锐利度分析,检测屏幕的坏线坏点亮斑,分析相机镜头是否有暗斑坏线,判断屏幕的灵敏度,以及计算麦克风和扬声器的音量信噪比。

1、PMADS针对屏幕检测,先对手机屏幕轮廓进行定位建模,得到屏幕的曲线函数。基于屏幕函数,区分屏幕的边缘区域和中心区,使用不同的坏线坏点亮暗斑算法进行屏幕检测。

检测结果:
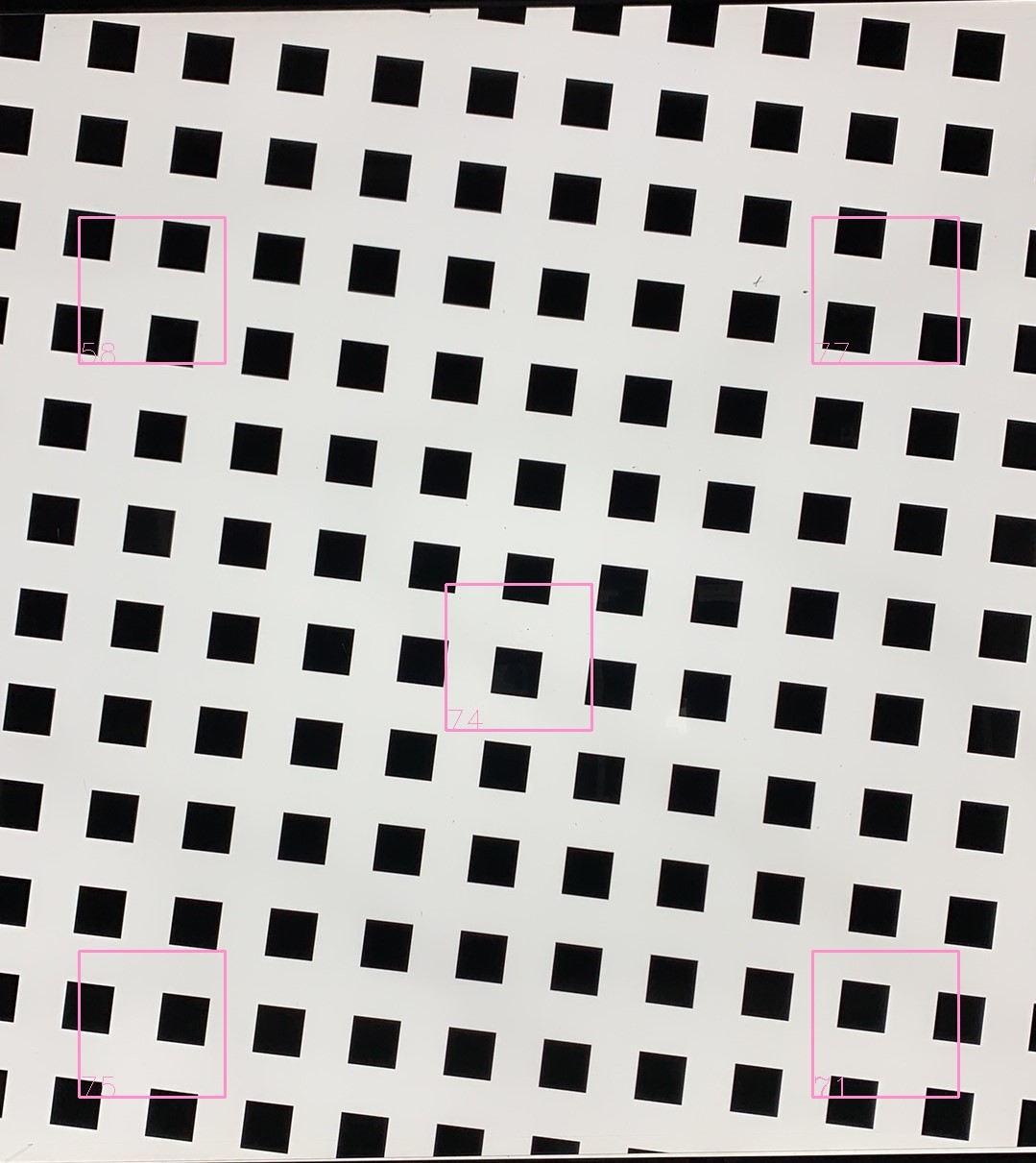
2、对拍摄方格的斜边进行MTF50计算,以计算锐利度:
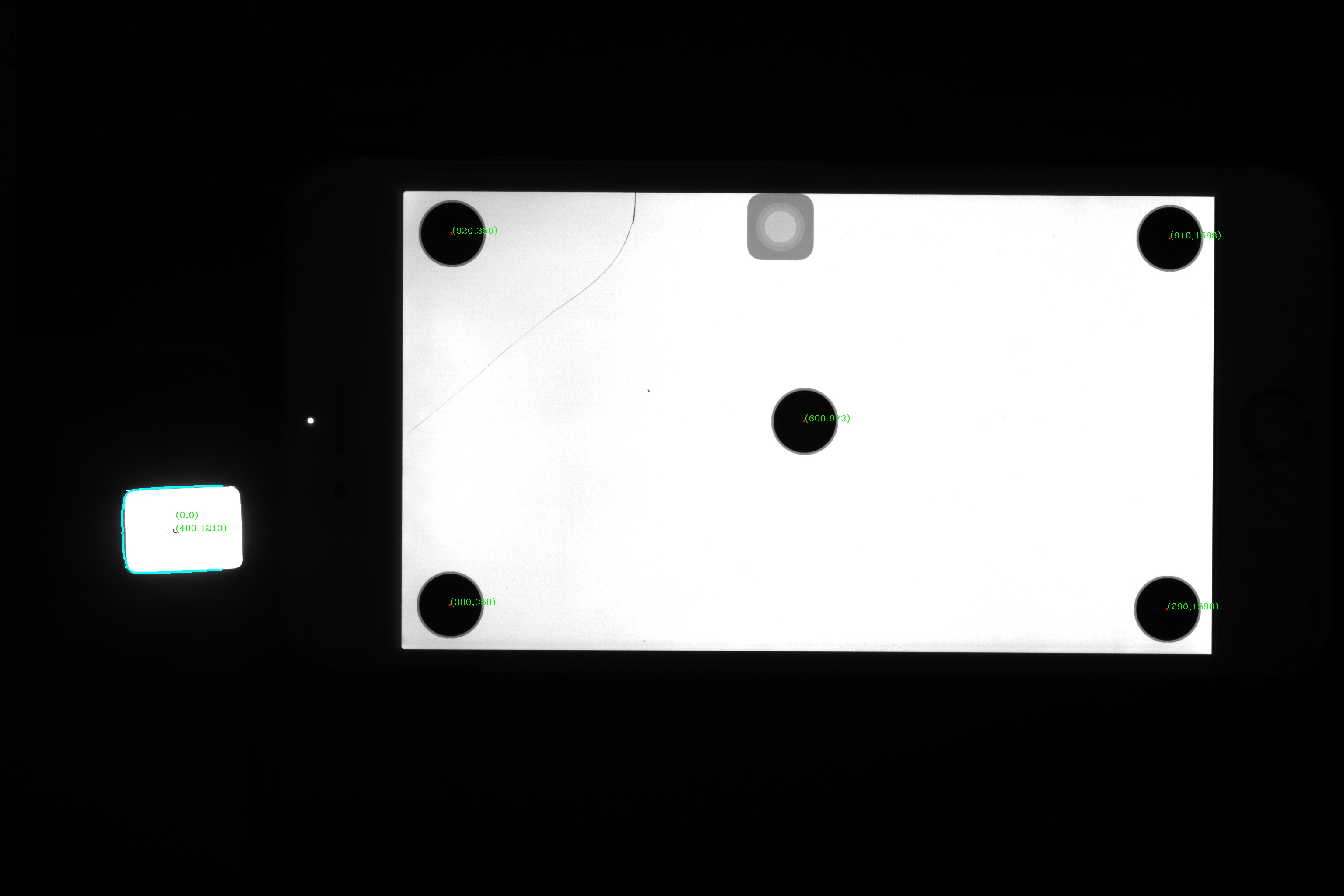
3、分析相机镜头是否暗斑坏线
4、通过APP记录屏幕滑动痕迹来检测触摸灵敏度

定位屏幕的3Dtouch按钮
5、计算麦克风的频率音量
1.1结构图示
左图为固定位置多高度贴标方案, 右图为产品标签任意位置多种高度自适应贴标方案(以下针对右图讲解)
1.2系统组成
本系统由传送带模块、定位器模块、打标模块、标签运送模块、贴标模块五个组件构成。
1.3流程介绍
放产品》输送》产品检测》产品定位压紧》打印标签》机械臂移动位置》贴标》传送离开
1、将产品按方向放到输送带上
2、产品在输送带的带动下,自动流经贴标机构方向;
3、产品接近检测传感器时,PLC检测到产品到位信号后,停止输送带;
4、定位器对产品进行靠边定位;
5、SKU标签进行打印,机械臂移动吸附标签;
6、机械臂根据SKU将标签运送到贴标位置;
7、贴标模块垂直下压贴标;
8、贴标完成,贴标模块上升并松开定位器,产品传送离开。
1.4原理
1、产品SKU标签信息,通过excel(或其它方式)导入到系统中。
2、系统配置一次不同SKU产品的标签位置,比如 充电宝产品1的贴标位置(X1,Y1),摄像头产品的贴标位置(X2,Y2),耳机产品的贴标位置(X3,Y3)。
3、当SKU切换时,在标签打印完成后,系统会根据标签的不同将标签通过机械臂运送到对应的贴标位置,等待产品到位后进行下压贴标。
4、贴标模块支持对高低不同的产品进行贴标。
1.5效率
SKU标签实时打印贴标,速度可达5秒每标签,每小时可完成约720件产品贴标。
1.6优点
实用强:不同SKU产品切换,贴标无需进行机械调整。方便易用。
精度高:标签粘贴精度可控制在+-1mm偏差内。彰显产品品控水平,无形中提升企业形象。
效率高:多种商品切换实时打标速度6秒每标,针对业务场景调优则效率可进一步提升。大大节省人力配置
1.7固定位置贴标方案演示视频